|
|
Werkzeuglängensensor

Anschluss:
- Mechanische Sensoren (Sensoren mit 2 Anschlussleitungen):
- Verbinde eine der beiden Leitungen mit "GND" (welche von beiden ist egal)...
- Verbinde die andere Leitung mit einem freien Eingang der Steuerung...
- Induktive oder sonstige Sensoren (Sensoren mit 3 Anschlussleitungen):
- Ausschließlich Sensoren vom Typ "NPN" verwenden!
"PNP" zerstört deine Steuerung!
(Bei Steuerungsmodulen von Fremdanbietern bitte den Anbieter fragen welcher Sensortyp unterstützt wird)
- Verbinde die blaue Leitung mit "GND"...
- Verbinde die schwarze Leitung mit einem freien Eingang der Steuerung...
- Verbinde die braune Leitung mit der Versorgungsspannung des Sensors.
(Und GND der Sensorversorgung mit GND der Steuerung...)
- Achtung: die genannte Farbzuorndung ist zwar Industriestandard - im Ernstfall allerdings lieber beim Hersteller nachfragen...
Konfiguration:
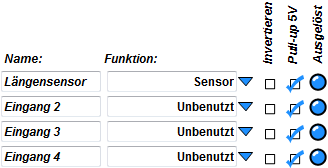 |
- Menü "Einstellungen" -> "CNC Steuerung" -> "Eingänge"...
- Wähle "Sensor" als Funktion des Eingangs aus an den der Sensor angeschlossen ist.
Falls unklar ist an welchem Eingang der Sensor hängt betätige ihn und schaue welche "Ausgelöst" Anzeige darauf reagiert...
- Gib dem Eingang einen sinnvollen Namen - z.B. "Längensensor".
Das ist zwar nicht unbedingt nötig - erleichtert allerdings die Fehlersuche falls der Eingang im laufenden Betrieb unabsichtlich ausgelöst wird...
- Falls die Anzeige unter "Ausgelöst" rot erscheint obwohl der Sensor nicht betätigt ist aktiviere das Häkchen unter "Invertieren"...
|
Einsatzmöglichkeiten
Es gibt mehrere Möglichkeiten wie der Sensor verwendet werden kann:
- Als frei beweglicher Abstandsensor...
(Komfortabelste Möglichkeit)
- Als frei beweglicher Differenzsensor...
(Universellste Möglichkeit)
- Wie oben, jedoch fest montiert...
Frei beweglicher Abstandsensor mit festem Z-Wert:
- Komfortabelste und in aller Regel zweckmäßigste Einsatzmöglichkeit...
- Macht auch für CNC Programme ohne Werkzeugwechsel Sinn, da die Z-Achse gleichzeitig abgenullt wird...
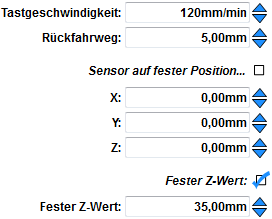 |
- Menü "Einstellungen" -> "CNC Steuerung" -> "Werkzeuglängensensor"...
- Aktiviere "Fester Z-Wert"...
- Gib darunter die Höhe des Sensors im Moment in dem er auslöst ein:
- Fahre den Fräser auf das Maschinenbett...
- Nulle dort Z ab...
- Fahre hoch und stelle den Sensor darunter...
- Fahre Z langsam auf den Sensor bis die Maschine stehen bleibt...
- Lese im Steuerungsfenster den aktuellen Wert der Z-Achse ab und trage ihn hier ein...
|
 |
- Arbeitsweise:
- Stelle den Sensor vor Start der Bearbeitung und nach jedem Werkzeugwechsel auf das Werkstück...
- Fahre die Maschine manuell über den Sensor...
- Klicke auf den Werkzeuglängenmessbutton...
- Fertig... die Bearbeitung kann jetzt begonnen bzw. fortgesetzt werden...
|
- Falls der Nullpunkt der Z-Achse auf dem Maschinenbett oder der Opferplatte liegt stelle den Sensor entsprechend auf das Maschinenbett oder die Opferplatte...
- Funktioniert nur wenn der Sensor
- Auf das Werkstück bzw. die für die Z-Achse relevante Referenzfläche gestellt werden kann...
- Und diese Fläche bis zum letzten Werkzeugwechsel erhalten bleibt, also nicht z.B. überfräst wird...
Relativmessungen mit frei beweglichem Sensor:
- Funktioniert auch wenn der Sensor nicht auf das Werkstück gestellt werden kann oder die Fläche vor dem letzten Werkzeugwechsel verloren geht...
- Da die Z-Achse separat abgenullt werden muss macht diese Variante nur dann Sinn wenn mindestens 1 Werkzeugwechsel im Programm vorkommt oder man für den Fall eines Werkzeugbruchs vorbeugen will.
Die Längenmessung dieser Variante ist ohne Werkzeugwechsel völlig bedeutungslos.
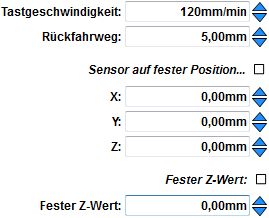 |
- Menü "Einstellungen" -> "CNC Steuerung" -> "Werkzeuglängensensor"...
- Stelle sicher, dass "Fester Z-Wert" deaktiviert ist...
|
|
- Arbeitsweise:
- Stelle den Sensor auf eine Referenzfläche.
(Irgendeine Fläche die während der gesamten Bearbeitung unverändert zur Verfügung steht - z.B. das Maschinenbett...)
- Fahre die Maschine manuell über den Sensor...
- Klicke auf den Werkzeuglängenmessbutton...
- Die Z-Achse zeigt jetzt eventuell einen sehr merkwürdigen Wert an...
- Nulle die Z-Achse am Werkstück ab -> der Wert der Z-Achse passt wieder...
- Jetzt kannst du die Bearbeitung starten...
- Wiederhole nach jedem Werkzeugwechsel die Längenmessung -> die Z-Achse wird automatisch angepasst und die Bearbeitung kann fortgesetzt werden...
|
Fest montierter Sensor:
- Falls der Sensor fest auf der Maschine montiert ist kann Estlcam die Position des Sensors automatisch anfahren...
- Ich rate allerdings auf Hobbymaschinen mit ständig wechselnden Werkstücken eher davon ab:
- Ein frei positionierbarer Sensor ist flexibler einsetzbar und nie im Weg...
- Die Maschine muss keine weiten Strecken zwischen Werkstück und Sensor zurücklegen...
- Der Sensor bekommt viel weniger Späne und Dreck ab...
- Es ist keine Referenzfahrt nötig...
- Keine Kollision falls das Werkzeug länger als der verfügbare Abstand zum Sensor ist...
- Sinn macht es dagegen im Bereich der Serienfertigung zur Minimierung manueller Eingriffe...
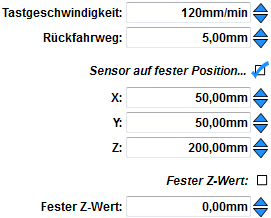 |
- Menü "Einstellungen" -> "CNC Steuerung" -> "Werkzeuglängensensor"...
- Aktiviere "Sensor auf fester Position"...
- Und gibt die Position des Sensors auf der Maschine an:
- Führe eine Referenzfahrt aus...
- Fahre anschließend mittig über den Sensor...
- Lese im Steuerungsfenster die aktuellen Werte der X und Y Achse ab und trage sie hier ein...
- Fahre so hoch wie möglich um möglichst viel Platz für lange Werkzeuge und komfortable Werkzeugwechsel zu bekommen...
- Lese im Steuerungsfenster den Wert der Z-Achse ab und trage ihn hier ein...
|
|
- Wird der Messbutton angeklickt fährt Estlcam nun automatisch die Position des Sensors an und wartet dort...
- Dasselbe passiert wenn ein "M06" Befehl im CNC-Programm einen Werkzeugwechsel anfordert...
- Beim 2. Klick auf den Messbutton wird die eigentlihe Messung ausgeführt...
|
- Die Maschine kann nach erreichen der Sensorposition manuell verfahren werden - z.B. um das Werkzeug leichter wechseln zu können...
- Wurde X oder Y verfahren kehrt Estlcam nach anklicken des Messbuttons erst wieder auf die Sensorposition zurück und wartet dort auf einen weiteren Klick...
- Es macht Sinn den Fräser vor Start der Messung manuell knapp über den Sensor zu fahren um Zeit zu sparen...
Gedanken zur Auswahl des Sensors:
- Werkzeuglängensensoren gibt es von wenigen Euros bis in den deutlich 3-stelligen Bereich...
- Sie unterscheiden sich hauptsächlich in Bezug auf
- Wiederholgenauigkeit...
- Auslösekraft...
- Größe der Tastfläche...
- Und Schutz vor Spänen und Flüssigkeiten...
- Wiederholgenauigkeit:
- Billigsensoren auf Basis eines Mikro- oder Vandalismustasters liegen von Messung zu Messung oft mehr als 0,1mm daneben.
Das betrifft ganz besonders Sensoren mit labberig geführten, großen Tastflächen...
- Zum ausfräsen von Teilen ausreichend - für feine Carves schnell problematisch...
- Auslösekraft:
- Sollen sehr dünne Werkzeuge oder Gravierstichel mit empfindlichen Schneiden vermessen werden muss die Auslösekraft des Sensors besonders gering sein...
- Das wird z.B. von Sensoren mit 3-Punkt Kontakt nach dem Prinzip eines 3D-Tasters wie der oben gezeigte erfüllt...
- Sehr geringe Auslösekräfte können allerdings auch zum versehentlichen auslösen durch Erschütterungen oder Vibrationen führen...
- Tastfläche:
- Je größer der Durchmesser, desto komfortabler wird die Handhabung, da man nicht so genau treffen muss...
- Große Durchmesser bedeuten allerdings auch entweder höhere Kosten oder geringere Genauigkeit (siehe oben)...
- Weiche Tastflächen aus Kunststoff oder Aluminium werden langfristig von scharfen Werkzeugen eingedrückt...
- Schutz vor Spänen und Flüssigkeiten:
- Vor allem bei fest verbauten Sensoren ein ganz wesentlicher Punkt. Wird der Sensor ständig in Spänen oder gar Kühlschmierstoff gebadet muss er sehr gut abgedichtet sein...
Bezugsquellen:
- Der im Video gezeigte Sensor ist als "TLS-02" von WS-Motion bei eBay zu finden...
|




