|
|
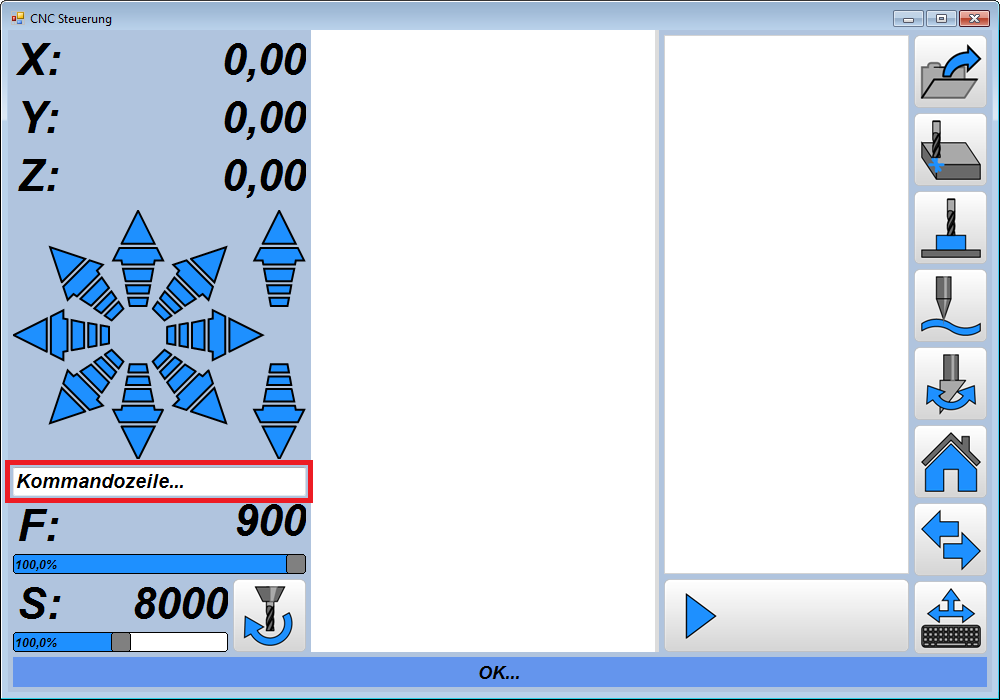
Kommandozeile
- Die Kommandozeile bietet viele nützliche Befehle um dir die Arbeit zu erleichtern...
- Gib einen der unten aufgelisteten Befehle ein und drücke die "Enter" Taste um ihn auszuführen...
- Die Kommandozeile merkt sich den letzten Befehl - ein weiterer Druck auf "Enter" führt den letzten Befehl nochmal aus...
- Während ein Befehl abgearbeitet wird können bereits weitere Befehle eingegeben werden...
- Mit der "ESC" Taste können laufende Befehle abgebrochen werden...
Übersicht der Befehle:
- "X", "Y" bzw. "Z" gefolgt von der gewünschten Distanz...
- Beispiele:
- X100 fährt die X-Achse 100mm nach rechts...
- X100 Y-50 Z10 fährt die X-Achse 100mm nach rechts, Y 50mm vor und Z 10mm hoch...
- "AX", "AY" bzw. "AZ" gefolgt von der gewünschten Position...
- Beispiel:
- AX100 fährt die X-Achse auf Position 100mm in Bezug auf den aktuellen Nullpunkt.
Steht "X" derzeit z.B. bei 150mm würde die Maschine 50mm nach links fahren um X=100 zu erreichen...
- "MX", "MY" bzw. "MZ" gefolgt von der gewünschten Position...
- Beispiel:
- MX100 fährt die X-Achse 100mm rechts neben den Maschinennullpunkt...
- Setzt die vorherige Bestimmung des Maschinennullpunkts über eine Referenzfahrt voraus...
- Damit du dir keine Gedanken über das korrekte Vorzeichen für Z hoch bzw. runter machen musst...
- "H", bzw. "R" gefolgt von der gewünschten Distanz...
- Beispiele:
- H50 fährt die Z-Achse 50mm hoch...
- R50 fährt die Z-Achse 50mm runter...
- "XY", bzw. "XYZ"...
- XY fährt den Nullpunkt der X und Y Achse an...
- XYZ fährt den Nullpunkt der X, Y und Z Achse an...
- "P", bzw. "PARKEN" fährt die Parkposition der Maschine an...
- "F" gefolgt von der gewünschten Geschwindigkeit...
- Kann mit anderen Befehlen kombiniert werden:
- X100 F1000 fährt die Maschine mit 1000mm/min um 100mm nach rechts...
- "S" gefolgt von der gewünschten Drehzahl...
- Kann mit anderen Befehlen kombiniert werden:
- X100 S20000 fährt mit einer Fräserdrehzahl von 20000 Umdrehungen je Minute um 100mm nach rechts...
- "X=", "Y=" bzw. "Z=" gefolgt vom gewünschten Wert...
- Beispiele:
- X=100 setzt die X-Koordinate auf 100 ohne die Maschine dabei zu bewegen...
- "Null" nullt X, Y und Z ab...
- "ABS" schaltet die Koordinatenanzeige auf Maschinenkoordinaten um...
- Die Koordinatenanzeige wechselt von schwarzer zu roter Schrift...
- "AX", "AY", "AZ", "XY" und "XYZ" arbeiten ab jetzt in Bezug auf den Maschinennullpunkt...
- "REL" schaltet die Koordinatenanzeige auf Werkstückkoordinaten zurück...
- Die Koordinatenanzeige erscheint wieder in schwarzer Schrift...
- "AX", "AY", "AZ", "XY" und "XYZ" arbeiten wieder in Bezug auf den aktuellen Werkstücknullpunkt...
- "GOTO" gefolgt von der gewünschten Zeilennummer oder einem Text...
- Beispiele:
- GOTO 1000 spingt in Zeile 1000 des CNC Programms...
- Goto Bohrung 5 Geht zu "Bohrung 5" (falls so ein Text im Programm existiert)...
- "W" bzw "WEITER" springt zum nächsten Arbeitsschritt im Programm...
- Setzt voraus dass die Arbeitsschritte im CNC-Programm mit Kommentaren der Art "(Nr." anfangen...
- "DREHEN" gefolgt vom gewünschten Winkel...
- Beispiel:
- DREHEN 90 dreht das CNC Programm um 90? im Uhrzeigersinn...
- Die Winkelangabe ist absolut und addiert sich nicht auf:
- Um ein bereits um 90? gedrehtes Programm um 30? weiter auf 120? zu drehen gib "DREHEN 120" ein - nicht "DREHEN 30"...
- "SPIEGELX" bzw. "SPIEGELY" spiegelt das CNC-Programm um die X bzw. Y Achse...
 |
- Ausgänge können über ihre Namen oder Nummern angesprochen werden...
- Beispiele:
- A1 an schaltet Ausgang 1 an...
- A1 aus schaltet Ausgang 1 aus...
- A1 schaltet Ausgang 1 an falls er aus war bzw. aus falls er an war...
- Kühlung an schaltet den mit "Kühlung" benannten Ausgang an...
|
|